6027 Tangerine
6027 Tangerine
Share this product
COMPOSITION: Cd Zr -- REFERENCE NUMBERS: 1, 3, 6
Reference Number Notes
Reference Number Notes
Mason Stain Referenece Chart
REFERENCE NOTES
- Can be used as a 'body stain' in porcelain at high temperatures. All of the brown colors can be used as 'body stains' but will vary in shade considerably depending on the composition of the body and temperature at which it is fired.
- Use only as a 'body stain'
- Firing Temperatures can only be a rough guide. Firing at 2200 degrees F on a slow schedule may give the equivalent maturing as firing at 2300 degrees F on a fast schedule. The cycle, atmosphere and rate of cooling will affect the color.
- Max. firing limit 2156 degrees F (1180 degrees C).
- Max. firing limit 2300 degrees F (1260 degrees C).
- Max firing limit 1976 degrees F (1080 degrees C).
- Zinc Oxide influences the color in a glaze more than any other element. Generally, zincless glazes should not contain magnesium oxide. Some colors containing zinc are to be used in a zincless glaze. The zinc in the color is in a combined form and will not harm the color, but free zinc oxide in the glaze can destroy the color.
- Do not use zinc in glaze.
- May be used with zinc or without zinc.
- Zinc not necessary, but gives better results.
- Best results with no zinc.
- Calcium Oxide content as calcium carbonate should be between 12-15% for best color development. Adding the molecular equivalent of calcium oxide with wollastonite, a natural calcium silicate, often gives better uniformity. The increased silica from the wollastonite must be subtracted or the glaze will have a poor surface.
- Glaze must contain 6.7 to 8.4% CaO (12-15% CaCO3)
Composition Chart
Composition Chart
Mason Stain Composition Chart
| MASON STAIN COMPOSITION CHART | |
| Al | Aluminum oxide |
| B | Boric oxide |
| Ca | Calcium carbonate |
| Cd | Cadmium |
| Co | Cobalt oxide |
| Cr | Chromium oxide |
| Fe | Iron oxide |
| Mn | Manganese dioxide |
| Ni | Nickel oxide |
| Pr | Praseodymium oxide |
| Sb | Antimony oxide |
|
Si |
Silicon dioxide |
| Sn | Tin dioxide |
| Ti | Titanium oxide |
| V | Vanadium |
| Zn | Zinc oxide |
| Zr | Zirconium dioxide |
Hurry up, only 9 items left in stock.
About Mason Stains
About Mason Stains
About Mason Stains
ABOUT MASON STAINS
Mason Stains are oxides or a combination of oxides and opacifiers which have been blended and fritted to ensure color consistency and stability for uniformity of results in firing. They can be used to color clay bodies, slips, engobes, and glazes. The fired color of most stains is very similar to the raw color and they can be blended to achieve other colors.
The composition chart and reference chart, both listed on this page, provide valuable information when determining which stains will work best for the results you are trying to achieve. Each Mason Stain listed on the next two pages includes the codes that apply to that particular stain. The information on the reference chart is supplied by Mason and reflects their testing results. The best results can be obtained when a stain is added to a white clay body, slip base, casting slip, or engobe. They can be used at all firing temperatures, but are formulated specifically for use in oxidizing atmospheres. Results in a reduction atmosphere may vary. Percentages of stain added should be determined by testing. The suggested percentage is 10% to 20%, and this will vary based on the color intensity desired. The percentage will also be different based on which stain you choose. For example, even if 10% of a particular blue stain provides a desired result, 15% of a yellow stain added to the base might be necessary. When adding stains to a moist or liquid base such as moist clay, glaze, or slip, try mixing the stain first with a little bit of water (to a consistency of latex paint or slightly thicker) to facilitate easier blending to the base. Heavy-duty (or freezer style) zip-close plastic baggies are particularly useful when adding stain to a clay body in small amounts to reduce mess and wasted stain. Just close the bag securely and knead the stain into the clay until well mixed. You can also make thin slabs of clay and apply a layer of the stain-and-water mixture between each slab, then knead/wedge together.
Mason Stains can be used to color either transparent or opaque base glazes and are generally added in amounts of 1% to 10%. When working with a glaze, be sure to check the reference number of the stain in regard to the content of calcium and zinc. The base glaze should have a calcium carbonate content of 12% to 15% and no zinc. Zinc can affect some colors such as chrome-tin pinks and chrome-calcium greens. However, cobalt- blue stains are compatible with zinc-bearing glazes. Stains used in transparent glazes create a translucent or semi-translucent appearance.
An opacifier such as zircopax, superpax, or tin oxide can be used if an opaque color is desired (or start with a opaque glaze as a base). The stain and opacifier should equal 15% of the total glaze batch. Tin should be used as an opacifier only with chrome-tin pinks, vanadium yellows, and cobalt blues.
Mason Stains can be mixed with water and used as “watercolors” or to achieve a majolica appearance, when applied over a white (or any color you choose) glaze. For low-fire applications (cone 06-04), mix 1 part stain, 1 part gerstley borate (or a substitute like Laguna Borate), and 1 part frit 3124, then mix with water to desired consistency. As an alternative for people who don’t want to use gerstley borate, use 1 part stain and 1 part frit 3124. For high-fire applications (cone 4 and higher), recipes vary with glaze formula and will require experimentation. Many potters will use the stain without any additional chemicals or melters, but it often depends on the base glaze.
Obviously, as with all finely dispersed powders, care should be taken to keep operations as dust-free as possible.
Your payment information is authorized at checkout, your order is then reviewed by staff, and your payment is processed securely after your order is confirmed. We do not store credit card details nor have access to your credit card information.

To tint the body itself, they can be wedged into clay or stirred into a casting slip or engobe. In general, using a white clay body will provide the most vibrant color results.While many of these stains can be fired to anywhere from cone 05 to cone 10 temperatures**, they are formulated specifically for use in oxidizing atmospheres.Results in a reduction atmosphere can differ. The percentage of stain needed will vary depending on your desired color intensity, so tests should be done to discover which percentages provide the desired results. That said, a good starting range is 10% to 20% stain to clay. This means that to add a 10% stain, one would use 10 grams of stain for every 100 grams of clay. For darker colors like blacks, blues, and greens, a smaller percentage of stain will be needed than for lighter colors like pinks and yellows. Likewise, when mixing your own colors, stronger colors may overpower the weaker ones if mixed in equal ratios.**Each Mason Stain® has its own set of firing instructions, not all colors will survive high fire conditions. Likewise, some colors will not mature fully at low fire temperatures. Always check the specs on the specific stain you are using, and when in doubt test, test, test!
- Heading
- Heading
- Heading
Mason Stains® can be mixed into a white glaze for opaque color or into a clear glaze for translucent “celadon-esque” appearances. Intensity of the color is determined by the percentage of stain added to the glaze. Generally, we recommend a starting point of 20-25%. We even weigh the bags out in 1/4# amounts, so you can start off by mixing one bag into one pint of glaze and then “season to taste”
Similarly, Mason stains can be mixed into underglazes or engobes for decoration purposes too!

You can even mix the stains with water and decorate on top of a glaze for beautiful brushed-on decoration and majolica techniques. (Please note that at low temperatures, the stain needs to be mixed with a flux. We suggest equal parts stain, Frit 3124 and Gerstley Borate)
You can also use stains mixed with water directly on bisqueware and then cover with a clear glaze.
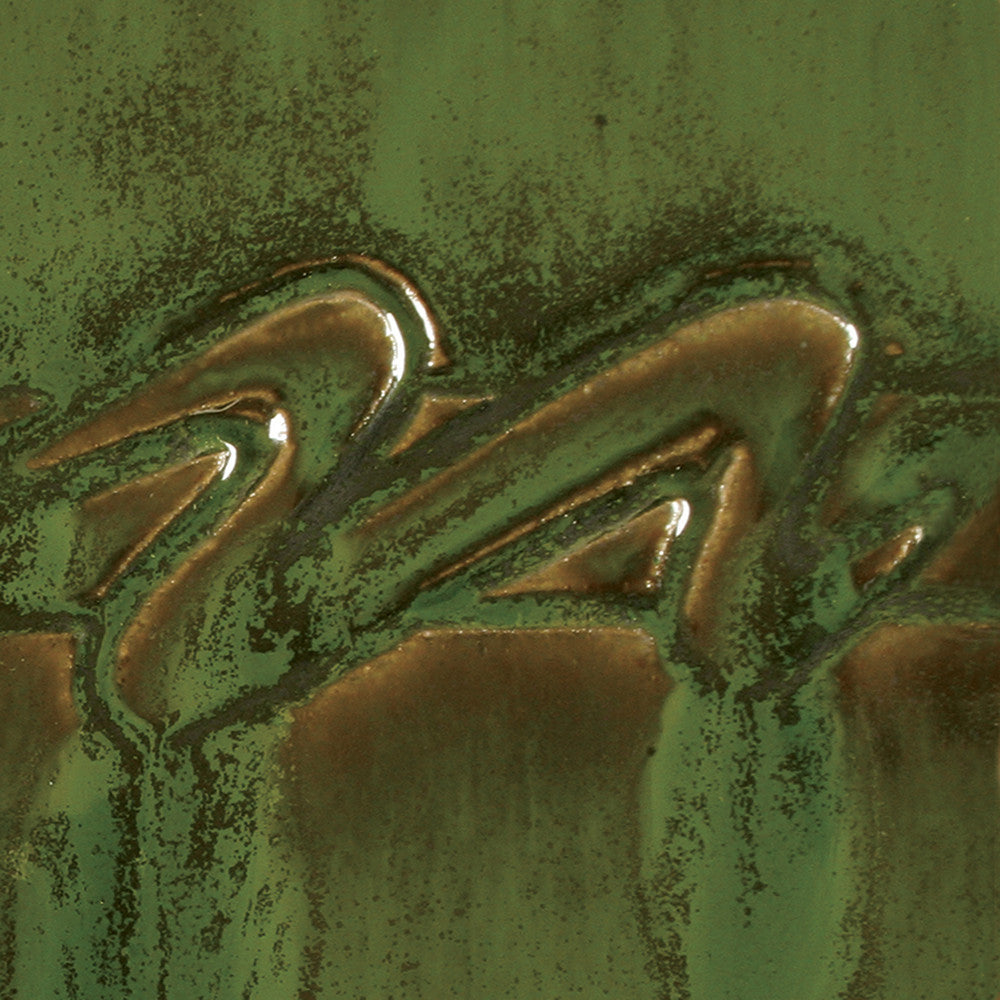
image: Tracy Townsley – Mason Stains® mixed with water, applied over a white glaze and fired to cone 5
- Heading
- Heading
- Heading
Extra Tips and Tricks
- When adding stains to a moist or liquid base such as moist clay, glaze, or slip, try mixing the stain first with a little bit of water (to a consistency of latex paint or slightly thicker) to make it easier to blend with the base.
- Heavy-duty (or freezer style) zip-close plastic baggies are particularly useful when adding stain to a clay body in small amounts to reduce mess and wasted stain. Just close the bag securely and knead the stain into the clay until well mixed. You can also make thin slabs of clay and apply a layer of the stain-and-water mixture between each slab, then knead/wedge together.
FAQ
Q. Why do I not get good pinks or crimsons at Cone 06/2/5/10, etc.?
Q. Why do I not get good pinks or crimsons at Cone 06/2/5/10, etc.?
A. Mason’s chrome-tin pink series, #6000 to #6006, are stable from Cone 06 (normal “low” temperature) to Cone 12 (normal “high” temperature). This type of pigment requires the correct glaze chemistry in all temperature ranges, in order to maximize the “color value”. High calcium content is most important, and zinc & magnesia must be low to zero. Boron should not be too high. A major complication is that these rules do not necessarily apply when “fast-firing” techniques are used. Second, these pigments need an oxidizing atmosphere throughout the firing cycle.
Q. When I use black stains to make gray shades they turn green/brown/blue/pink, etc. Why are they not simply gray?
Q. When I use black stains to make gray shades they turn green/brown/blue/pink, etc. Why are they not simply gray?
A. Do not use black stains to make gray shades by using small amounts in the glaze. Blacks are made of combinations of cobalt, iron, nickel, chromium, manganese, etc., and if low percentages are used the resulting color is often that of the predominant oxide in any particular black pigment. Again, care should be taken to use the correct glaze chemistry to avoid combinations that create color problems. It is better to use the gray pigments that we offer.
Q. Why does my green glaze turn brown or has brown edges?
Q. Why does my green glaze turn brown or has brown edges?
A. This is usually due to the presence of zinc. Remove any zinc from the formula, because it turns chromium brown in most situations. Additional calcium may help.
Q. Why does my glaze appear “milky”?
Q. Why does my glaze appear “milky”?
A. Too much boron in the frit or glaze formula, under-firing, or the presence of opacifier in amounts greater than 2%.
Q. Why is my purple/lilac/violet glaze turning blue?
Q. Why is my purple/lilac/violet glaze turning blue?
A. Some of these pigments are made of chrome-tin pink and cobalt. (See Q. #1). Sufficient calcium is needed to support the “red” side of the mixture.
Q. How do I make a nice red-brown using your regular brown pigments?
Q. How do I make a nice red-brown using your regular brown pigments?
A. The base glaze should contain from 3-5% zinc. This supports the red side of the stain.
Q. My blue under-glaze runs, creating a “fuzzy” appearance. How can I prevent this?
Q. My blue under-glaze runs, creating a “fuzzy” appearance. How can I prevent this?
A. Cobalt silicate is very soluble in the glaze, so it is better to use cobalt aluminate, or a combination
Q. Can I mix pigments to make my own color palette?
Q. Can I mix pigments to make my own color palette?
A. Yes, in most instances. However, some stains are incompatible with others, so if you do not achieve the result you want you should phone the Mason laboratory for further information.
Q. Do your pigments contain lead compounds?
Q. Do your pigments contain lead compounds?
A. No. Lead compounds are not used in Mason pigments.
Q. What are “encapsulated” pigments? Are they safe to use?
Q. What are “encapsulated” pigments? Are they safe to use?
A. Encapsulation is a special, patented, manufacturing process designed to incorporate certain metallic oxides into the crystals of zirconium oxide. They are also referred to as “inclusion” pigments. They are safe to use, and are now widely used in ceramic manufacture around the world.